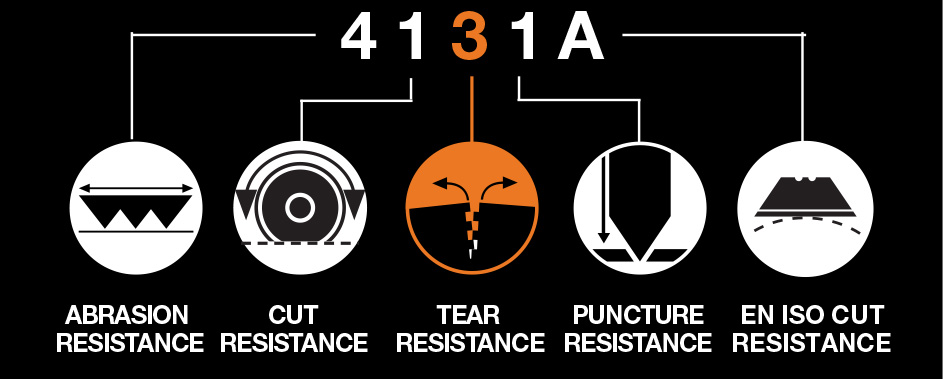
EN 388 is widely – recognized standard which safety gloves are commonly tested against across a huge range of industries. Any glove in the market which is categorized as cut-resistant should be marked to this standard. The EN 388 standard uses index values to rate the performance level of a glove in protecting the user against mechanical risks.
| ABRASION RESISTANCE (CYCLES) | PERFORMANCE LEVEL RATING |
|---|---|
| 100 | 1 |
| 500 | 2 |
| 2000 | 3 |
| 8000 | 4 |
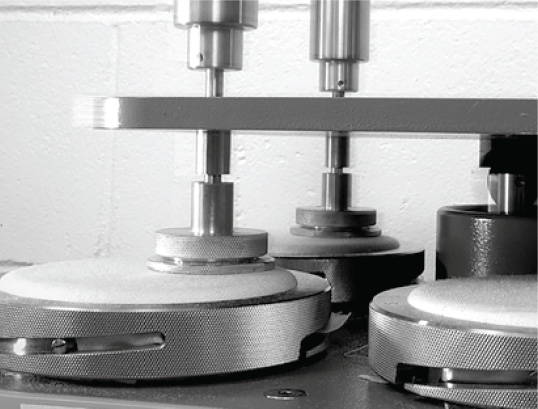
This test is carried out through the Martindale Abrasion Machine. A sample material is cut from the palm of the glove and fitted to a rubbing head of fixed size and weight. This is moved in an elliptical motion over a table covered with abrasion paper. The performance level of the glove is measured by the number of abrasion cycles required to ‘hole’ the material. Four samples are tested in this way, with the overall performance level decided by the lowest result
| TEAR RESISTANCE (NEWTONS) | PERFORMANCE LEVEL RATING |
|---|---|
| 10 | 1 |
| 25 | 2 |
| 50 | 3 |
| 75 | 4 |
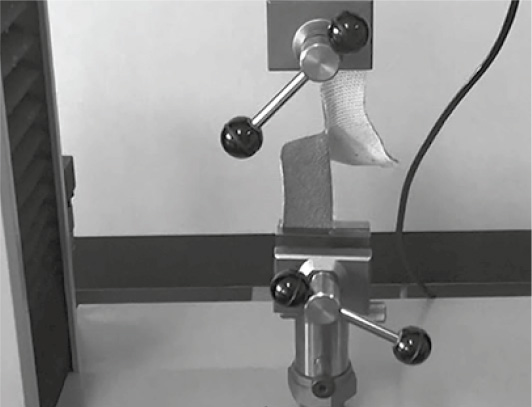
In this test, four samples from the palm of the glove are clamped in a standard tensile strength testing machine. The jaws move apart at a speed of 100mm per minute and from this the force required to tear the sample is measured. Performance levels range from 1 (resistance of peak force between 10N and 25N) to 4 (tear strength is at least 70N). For single materials, the level is decided by the lowest result of the four tests. For multiple, unbonded layers, each layer must be tested individually and the level is based on the lowest individual result of the most tear resistant material.
| CUT INDEX | PERFORMANCE LEVEL RATING |
|---|---|
| 1.2 | 1 |
| 2.5 | 2 |
| 5 | 3 |
| 10 | 4 |
| 20 | 5 |
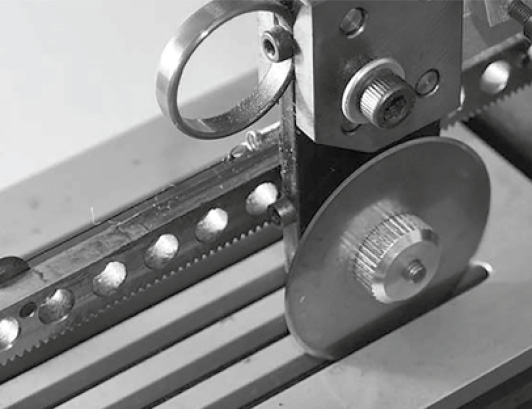
Up until now, the ‘Coupe Blade Cut Test’ has been the standard test method for cut protection. A rotating circular blade moves horizon tally to-and-fro across a fabric sample with a fixed force of 5 Newton’s (N) applied from above. The test ends when the blade breaks through the sample material and the result is specified as an index value. This result is determined by the cycle count needed to cut through the sample and additionally by calculating the degree of wear and tear on the blade. This represents an exposure type cut risk in the workplace.
| PUNCTURE RESISTANCE (NEWTONS) | PERFORMANCE LEVEL RATING |
|---|---|
| 20 | 1 |
| 60 | 2 |
| 100 | 3 |
| 150 | 4 |

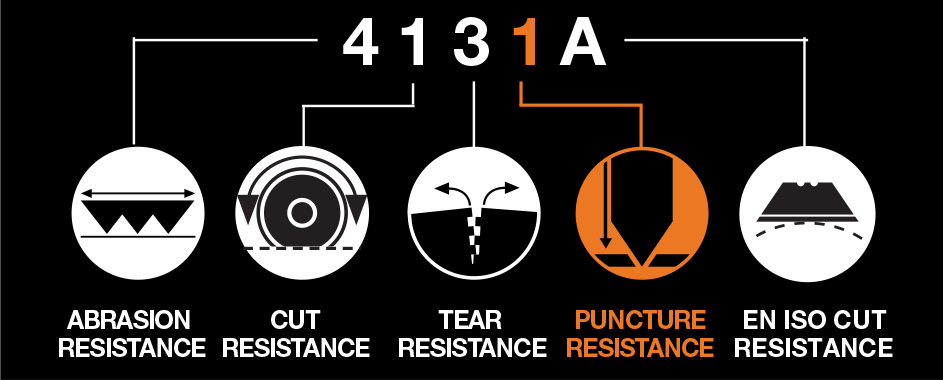
This test consists of a compression test machine which pushes a rounded stylus 50mm (the size of a standard roofing nail) into the sample cut from the palm of the glove at a speed of 100mm per minute. From this, the maximum resistance force is recorded. Performance levels range from 1 (puncture resistance force of between 20N and 60N) to 4 (measured resistance of at least 150N). These levels are decided by the lowest of four test results.
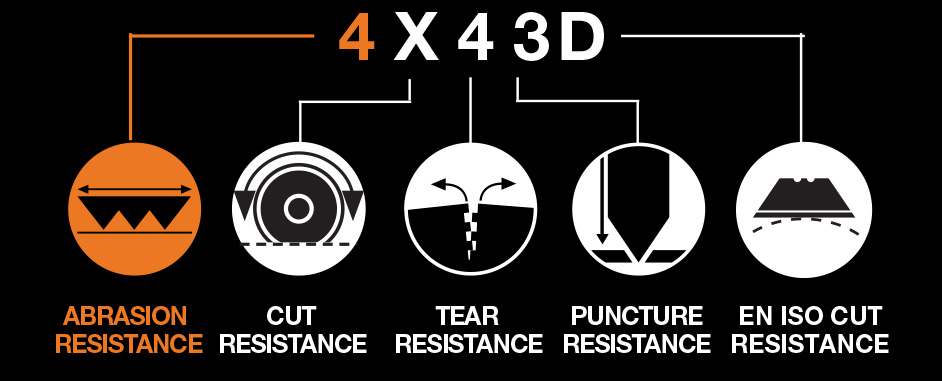
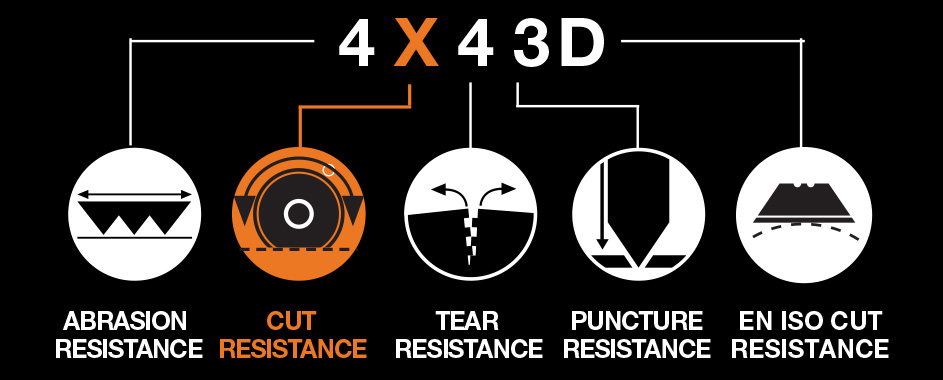
For safety gloves created with materials designed to have a blunting effect on blades, additional cut protection tests must now be carried out and verified. Any sample fabric testing for cut resistance using the ‘Coupe Blade Cut Test’ which blunts the blade during the test, will be marked with an X and tested using the new EN ISO test. This is to ensure the degree of protection provided by the glove is as accurate as possible.
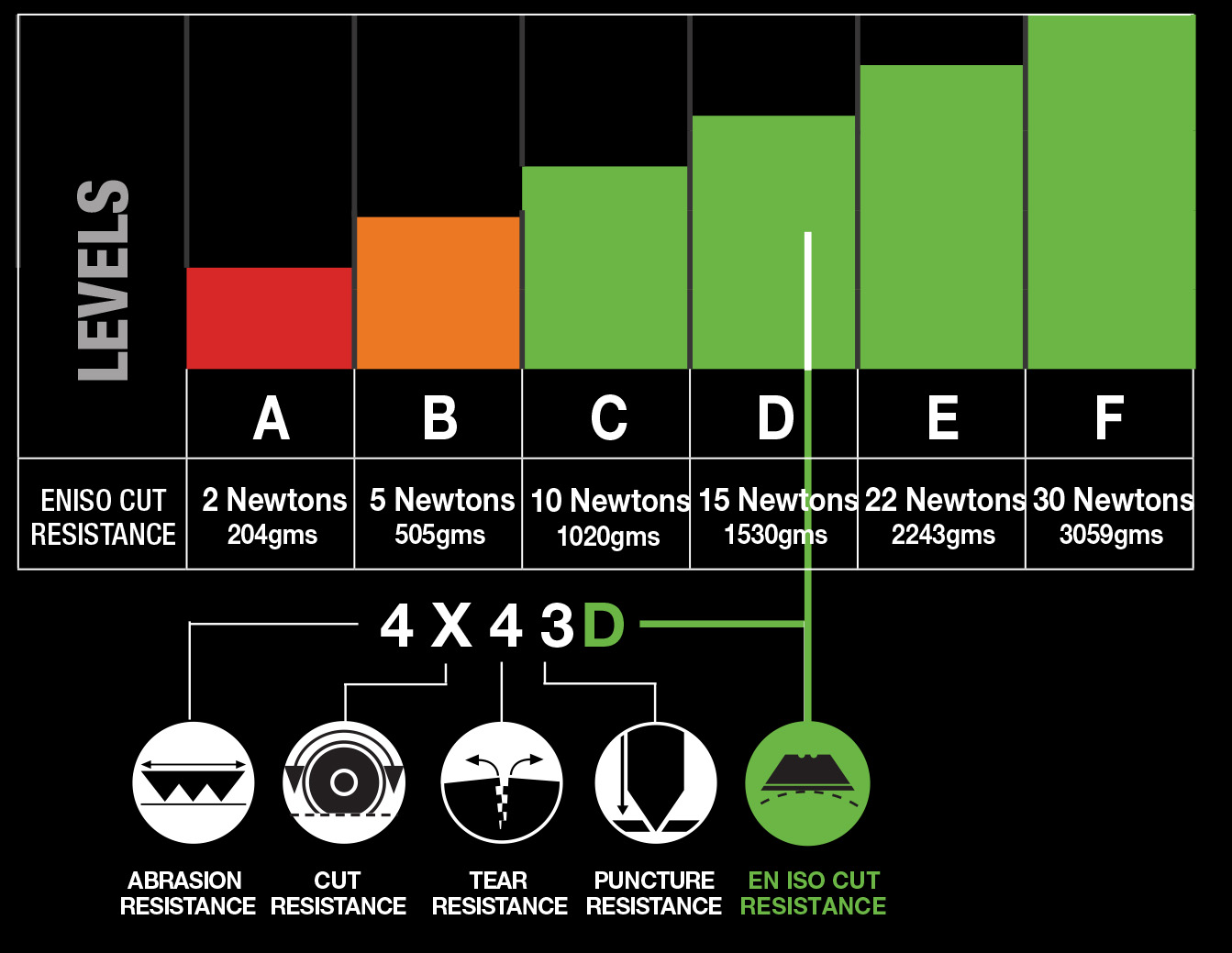
The objective of this new EN ISO 13997 cut test is to determine the resistance of the safety glove by applying the sample fabric with great force in a single movement, a better representation to the pressure type cut risk experienced in the workplace. To this end, a sharp-edged blade is dragged over the sample fabric once. This allows the accurate calculation of the minimum force required to cut the sample material at a thickness of 20mm. The result is displayed in Newton’s. There are 6 cut levels identified in the new EN ISO cut method.
Chemical Protection or micro-organisms
| Performance Levels | 1 | 2 | 3 |
| AQL | 4.0 | 1.5 | 0.65 |
Chemical Protection
Breakthrough time > 30 min. For at least 3 Chemicals from this list : (XYZ
represent the code letter for 3 of these chemicals for which the glove obtained
> 30 min. breakthrough time)
| Performance Levels | 0 | 1 | 2 | 3 | 4 | 5 | 6 |
| Minutes | <10 | 10 | 30 | 60 | 120 | 240 | >480 |
This pictogram can be used for gloves that don’t meet the above requirement and have an AQL of 4 or lower